

影响定制板式家具衣柜橱柜封边效果的因素有哪些?
发布时间: 2019-11-01 15:28:37 浏览次数:31次 作者:济南云雕数控开料机
封边是定制板式家具衣柜橱柜必须要进行的一道制作工序,经过板式家具开料机、定制家具开料机、数控开料机、衣柜开料机、橱柜开料机切割开料、铣槽、打孔之后,再由封边机进行封边,然后再由数控侧孔机打水平孔,这样就完成了整个衣柜橱柜的制作。
今天咱们一起来看看影响定制板式家具衣柜橱柜封边效果的因素有哪些。
室内温度及机器温度
在北方的一些家具企业中,冬季封边时易产生封不上或封边强度较低的现象,这主要因为北方的车间温度一般在15℃左右。由于基材的体积较大,在通过封边机时,基材的温度不能迅速提高,而封边条可在瞬间达到封边机胶辊的温度,封边时封边材料和零部件的材料热胀冷缩系数差距较大,封边材料和零部件加热温度也不一样,使两种材料热胀率不同,当冷却时,收缩也不一样。当收缩力大于封边时的胶接力时,导致封边条脱落。因此板式家具开料机、定制家具开料机、数控开料机、衣柜开料机、橱柜开料机小编建议室内温度要控制在18℃以上。必要时可在封边前对零部件进行预热。(可在封边机前加一段电热器)
机器温度。
现在几乎所有的封边机都具有温度显示功能,封边机显示器的温度必须等于或大于(一般可大于5℃)热熔胶完全熔化的温度。如果采用高温热熔胶,机器温度应控制在180-210℃之间。
进料速度。
现代自动封边机的进料速度为18-24m/min,有一些自动封边机的进料速度可达到120m/min,而手动的曲线封边机的进料速度为4-9m/min。自动封边机的进料速度可以根据封边强度、封边条的厚度来调整。
封边压力。
自动直线封边机和软成形封边机的加压方式不同,但是原理是一致的,热熔胶是需要快速胶合的胶种,其胶合压力应根据使用封边材料的种类、厚度及基材的材质决定。对于自动直线封边机通常采用气压方式加压,压力一般取0.3-0.5MPa,软成形封边机因压料辊的形式与自动直线封边机略有区别,除了采用一定压力外,板式家具开料机、定制家具开料机、数控开料机、衣柜开料机、橱柜开料机小编提醒大家还要考虑每个小压辊弹簧压力的影响。
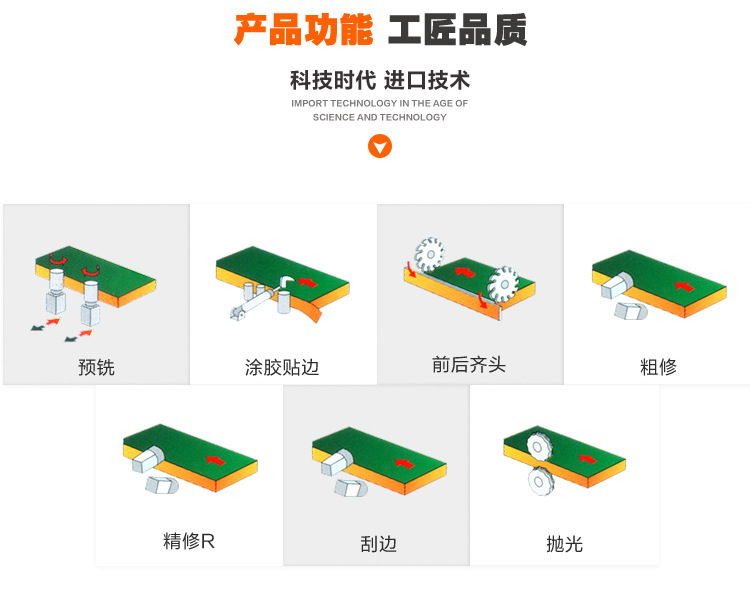
修边和齐端质量。
现代直线封边机由于加工的需要,在通过封边机压辊后,常配有前后齐端、上、下粗修和精修,跟踪上、下修圆角,砂光、铲刮和抛光等装置。现代自动软成形封边机除以上的配置外,有些还配有铣边形和软成形压辊装置。在生产中企业常常忽略的一些问题是:
齐端锯、修边铣刀的变钝问题。这直接影响齐端和修边质量,特别是在修边时,因封边机可修边的倒角为0°-30°,而实际生产中常常选择的修边角度为20°,刃具不锋利将导致修边的表面粗糙度值增大。同时,修边时刃具的切削力与工件移动时产生了一个向外的斜下或向外的斜上方的合力,此力会消弱封边条与被胶接工件的强度。有些企业在购买封边机后不知道可以刃磨此刃具,以至于从没有刃磨过。刃具的刃磨方法同其他同类型刃具刃磨方法一致。对于采用快换刀头、刀片的齐端锯、修边铣刀是不能刃磨的,要定期进行更换。
与齐端锯、修边铣刀同轴的跟踪导向轮同轴不高或加在刀轴上的压力不足,导致齐端、修边高低不平,质量不高。
影响定制板式家具衣柜橱柜封边效果的因素有哪些,欢迎咨询云雕数控开料机设备厂家http://www.jnyundiao.com。